

耐蚀合金焊接接头的耐点蚀性能是一项重要的检测指标。通常采用ASTM G48-11 Standard Test Methods for Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution中的方法A三氯化铁点蚀试验方法来进行检测,常用试验结果评估方法主要为单位面积失重法和试样表面形貌检查法。
本文将对ASTM G48-11中三氯化铁点蚀试验进行分析解读,重点阐述溶液配制、试样表面处理和试样制备应注意的一些技术要点。
试验设备
三氯化铁点蚀试验仪器主要由溶液配置设备、试验容器及附属设备和试验结果评估设备等3部分组成。
溶液配制设备
主要有测量精度为0.1mL的移液管、测量精度为0.001g的电子天平、1000mL的锥形容量瓶、250mL的量筒、洗耳球等。
上述带有测量刻度的仪器均需鉴定合格,并在鉴定周期内使用。
试验容器及附属设备
试验容器推荐采用瓶口直径为40mm,容量为1000mL的广口锥形瓶;附属设备包括恒温水浴槽以及防止溶液蒸发的附属装置。
试验结果评估设备
在试验结果评估前需要按照ASTM G48-11要求对试样表面进行清理,一般清洗设备为超声波清洗仪和硬质尼龙毛刷。
试验结果评估设备主要有:低倍显微镜(20×)进行试样外观形貌检查,精度为0.001g的电子天平进行试验前后两次试样质量称量,精度为0.02mm的游标卡尺用于试验前试样尺寸测量。

试验溶液
FeCl3溶液配制要求相对比较简单,试验溶液的配制在ASTM G48-11中也有明确规定:将100g优级纯FeCl3·6H2O溶于900mL蒸馏水或去离子水中(即得到质量分数为6%的三氯化铁溶液),若存在不溶解的颗粒,则需用玻璃棉或滤纸过滤去除。
取样要求
焊接接头取样主要包含两部分:一是在焊缝中心位置平行于焊缝取全焊缝三氯化铁点蚀试样,如图1a)所示;二是垂直于焊缝取焊接接头(含焊缝、热影响区和母材)三氯化铁点蚀试样,如图1b)所示。
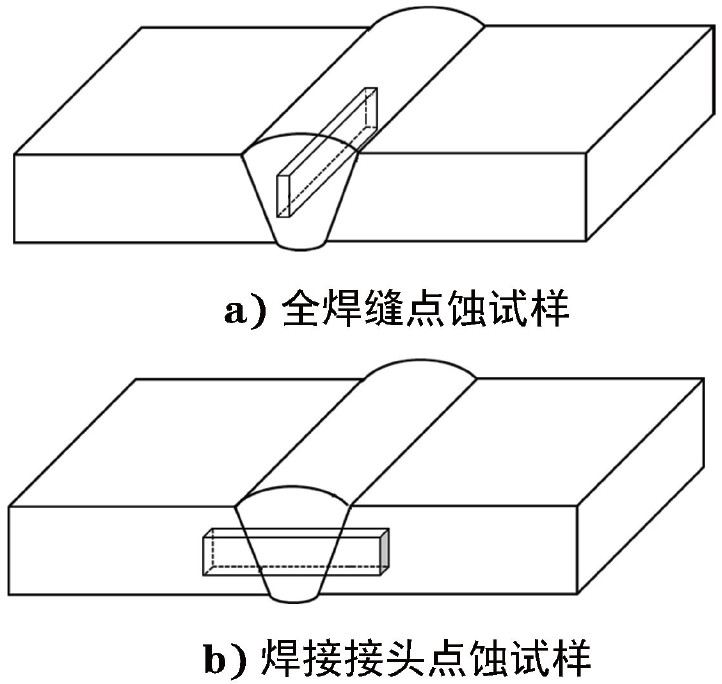
图1 三氯化铁点蚀试验取样示意图
试样加工推荐机械加工方法:线切割加工方法推荐试样尺寸:25mm×50mm,试样厚度推荐采用2mm。当试料无法满足标准推荐的取样尺寸时,可根据实际情况加工小尺寸试样。
表面处理试样线切割成型后,首先用磨床对试样表面进行打磨处理,研磨时注意磨床的进给量,避免试样过热。最后采用ASTM G48-11推荐的A120号研磨砂纸进行湿法抛光处理。
由于试样端面无法在磨床上进行打磨,且线切割产生的端面纹理对点蚀具有较强的敏感性,因此需要采用砂纸手工研磨试样端面,再采用A120号研磨砂纸进行湿法抛光处理。
试样表面处理很大程度上影响试验结果,试样表面研磨后不能代表截取试样的实际工件的情况。因此,ASTM G48-11中规定:试样在加工研磨以后,在空气中放置24h进行钝化,保证试样表面与实际工况的差别最小化。如有必要,可采用与现场同种酸洗处理工艺进行试样表面酸洗处理。
试验方法三氯化铁点蚀试验主要包含试验前准备、溶液配制、试验、试验结果评判4个步骤,在试验过程中应注意以下几个方面。
试验前准备用精度为0.02mm的游标卡尺测量试样的长、宽、高,计算试样6个腐蚀面的总面积S0,并做好原始数据记录。
将试样表面清洗后,用丙酮或无水乙醇除油,然后存放于干燥器内。待试样充分干燥后,用精度为0.001g的电子天平称量试样初始质量m0,并做好原始数据记录。待上述准备工作完成后,将试样在干燥器中存放24h以上进行钝化。
溶液配制将100g优级纯FeCl3·6H2O溶于900mL蒸馏水或去离子水中,配置成6%(质量分数)的FeCl3溶液。
试验取600mL配制好的FeCl3溶液倒入1000mL的广口锥形瓶中,若采用大于标准的试样,试验溶液量应保证每平方厘米试样表面积所需的试验溶液量大于5mL。
将盛有试验溶液的广口锥形瓶放入恒温水浴槽中,加热至规定的试验温度。待试验溶液达到所需温度后,将试样支架和试样浸没于试验溶液中。试样放入后开始计时,在恒温的溶液中连续浸泡72h。试验过程中,在试验容器上盖上玻璃盖[试验温度:(22±2)℃]或冷凝器[试验温度:(50±2)℃]以减少试验溶液的蒸发。
试验结果评判试验结束后,取出试样。先在流水下用尼龙硬毛刷擦洗试样表面,再用超声波清洗仪进行清洗,充分地清除试样上的腐蚀产物。去除腐蚀产物后,浸放于丙酮或无水乙醇中清洗,然后放置于干燥器中干燥。待试样充分干燥后,用精度为0.001g的电子天平称量腐蚀后试样质量m1。
通过公式计算试样单位面积的质量损失,计算公式如下单位面积质量损失=(m0-m1)/S0 (1)单位面积失重法适用于点蚀严重、均匀腐蚀不明显的材料,其点蚀程度与单位面积的质量损失成正比。试验结果的评判依据以技术规格书或合同为准,一般要求不超过4g·m-2,将试验后单位面积质量损失的计算值换算成与技术规格书或合同要求的单位后来进行比较评判。
在20倍低倍显微镜下检查试样表面有无点蚀坑,一般要求试样表面无明显的点蚀坑。试样边缘点蚀一般可以忽略,除非技术规格书中有特殊要求(如评估试样端部纹理点蚀敏感度)。
结束语
通过解读分析发现,ASTM G48-11中的三氯化铁点蚀试验相对简单,实施和操作也相对容易。但在进行耐蚀合金焊接接头三氯化铁点蚀试验时,在溶液配制、试样表面处理、试样放置时间节点等细节上可能会存在一定的误区,这也将影响试验结果的准确性。在日常检验工作中,应强化试验细节的合规性,不断提高试验结果的准确性,为企业生产提供可靠有效的试验数据。